Toyota has identified seven major types of non-value-adding waste in business or manufacturing processes, which are described below. You can apply these to product development, order taking, and the office, not just a production line.
There are seven wastes or muda in Japanese. To make it easy to remember, we could say in abbreviation become DOWTIME.
The seven wastes are easy to identify. Eliminating the seven wastes will increase the company profits.
Any repairs of defects or reworks. Production of defective parts or correction. Repair or rework, scrap, replacement production, and inspection mean wasteful handling, time, and effort.
Producing parts too much or too soon. Producing items for which there are no orders, which generates such wastes as overstaffing and storage and transportation costs because of excess inventory.
Waiting for parts or information. Workers merely serving to watch an automated machine or having to stand around waiting for the next processing step, tool, supply, part, etc., or just plain having no work because of stockouts, lot processing delays, equipment downtime, and capacity bottlenecks.
Any transport of the product. Carrying work in process (WIP) long distances, creating inefficient transport, or moving materials, parts, or finished goods into or out of storage or between processes.
Anymore than the minimum to get the job done. Excess raw material, WIP, or finished goods causing longer lead times, obsolescence, damaged goods, transportation and storage costs, and delay. Also, extra inventory hides problems such as production imbalances, late deliveries from suppliers, defects, equipment downtime, and long setup times.
Any motion of the worker that does not add value. Any wasted motion employees have to perform during the course of their work, such as looking for, reaching for, or stacking parts, tools, etc. Also, walking is waste.
Over processing or processing variability. Taking unneeded steps to process the parts. Inefficiently processing due to poor tool and product design, causing unnecessary motion and producing defects. Waste is generated when providing higher-quality products than is necessary.
Muda (waste)—Non-value-added. The most familiar M includes the eight wastes mentioned in earlier chapters. These are wasteful activities that lengthen lead times, cause extra movement to get parts or tools, create excess inventory, or result in any type of waiting.
Monday, November 30, 2009
Seven wastes
Friday, November 20, 2009
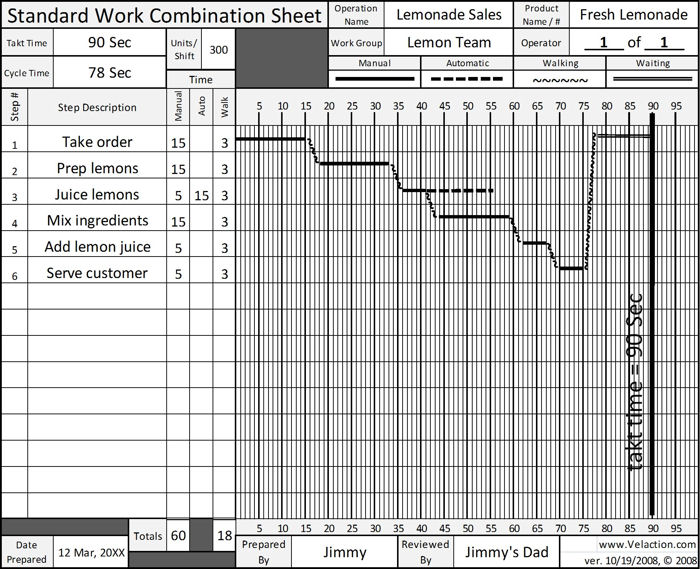
How to make Standardized Work Combination Table (1)
A Standardized Work Combination Table (SWCT) is also known as a Standardized Work Combination Chart, a Standardized Work Combination Sheet, or some other variant. Regardless of what you call it, it is one of the most critical documents to your Lean success.
The Standardized Work Combination Table combines human movement and machine movement based on Takt Time and is used as a tool to determine the range of work and work sequence for which a team member is responsible.
The key notion for the elimination of waste and the effective combination of
work on the shopfloor is the separation of machine work and human work. When we observe the work in which operators handle machinery, then that work can be classified into machine or human work.
Understanding the separation of human and machine work is the basis for understanding the interface between these two elements. If operators are merely observing the machine working then this is the waste of “Waiting” and should be eliminated.
The Standardized Work Combination Table has many uses:
1. As a training tool, provides a standard that can be clearly communicated to employees during the training process, provides employees with a quick and easy refresher when posted in a work cell. They can glance up and check that they are doing the process correctly. This is especially important as Lean takes hold and employees rotate jobs more frequently.
2. As a quality tool. When a problem is discovered, the first step should be to confirm that the process is being consistently followed. The Standard Work Combination Sheet makes it easy to audit an operation.
3. As a management tool. The Standardized Work Combination Table helps managers: understand their capacity, manage daily operations, keep things running smoothly. Knowing exactly where an employee should be at any point in a takt time lets managers get them help immediately when things go south.
4. As a continuous improvement tool. The Standardized Work Combination Table, to the experienced eye, screams out incidents of waste. When this waste is easily identified, it is much more likely to be eliminated.
Important Points
- Date of making, Owner and revision should be filled
- Q'ty required for each shift
- Takt Time
- Work Element
- Time. Separate human movement and machine movement. Human movement refers to work that cannot be completed without human effort. For example: picking up materials, putting materials onto a machine, operating the controls of a machine, manual slaving etc. Machine movement refers to work or incidental work that equipment, which has been started by human hand, automatically performs operations. For example: Milling, Auto riveting / bolting, Auto inspection (Hole probes).
- Work Sequence
Friday, November 13, 2009
Introducing Takt Time, Cycle Time and Lead Time
Based on the German word that indicates pace, the rate or pace of production as matched to the pace of customer sales. Used in lean manufacturing to align production time in linked manufacturing processes. Takt time represents the customer demand rate and is used to synchronize the rate of production with the rate of sales.
Numerically it is the daily production number required to meet orders in hand divided into the number of working hours in the day. For example, if customers demand 240 pcs per day and the factory operates 480 minutes per day, Takt Time is two minutes (480/240).
There are 2 type of Takt Time : Part and Line. The explanation above belong to Part Takt Time.
Whereas Line Takt Time is average rate of a line to produce a piece of part in working hours in the day. For example, if a line produces two type of parts, part A 200 pcs per day and part B 120 pcs per day and the Line operates 480 minutes per day, Line Takt Time is 1.5 minutes, comes from 480 divided by 320 (200+120).
Cycle Time
In short term, the time that elapses from the beginning to the end of a process to make a piece of part. In other definition, Cycle time is the total time from the beginning to the end of your process, as defined by you and your customer. Cycle time includes process (machine) time, manual work, walk, during which a unit is acted upon to bring it closer to an output, and delay time, during which a unit of work is spent waiting to take the next action.
Lead Time
The total time needed for an order to be processed and delivered. There are 4 kinds 0f Lead time: Information, Conveyance, Process and Store.
- Information Lead time is the total of time of information movements, start from order from customer to production order.
- Conveyance Lead time is the total of time of part movements, start from raw material, process to arrival at customer warehouse.
- Process Lead time is the total of part processes
- Store Lead time is the total of time of part stagnation in all stations such as WIP store, Finished Goods store, etc
Tuesday, November 10, 2009
12 Steps of Quality Assurance Chain (QAC)
QAC (Quality Assurance Chain) is a systematic and integrated method to assure no defect outflow and no defect making. Consist of 3 levels :
- Level 1 : Map of all processes in the supply chain
- Level 2 : Focus on no defect outflow
- Level 3 : Focus on no defect making
There are 12 steps of Quality Assurance Chain (QAC):
- Step 1 : Theme Selection
- Step 2 : Set up Target
- Step 3 : Set Activity Plan
- Step 4 : Process Mapping & Problem Investigation
- Step 5 : Grasp the Confirm Item and Confirm Point to prevent defect outflow (level 2)
- Step 6 : Trial & Kaizen Activity
- Step 7 : Monitoring & Evaluation of Result and Process
- Step 8 : Standardized and Yokoten (copy paste)
- Step 9 : Grasp the Confirm Item and Confirm Point to prevent defect making (level 3)
- Step 10 : Trial & Kaizen Activity
- Step 11 : Monitoring & Evaluation of Result and Process
- Step 12 : Standardized and Yokoten (copy paste)
Monday, November 09, 2009
17 Steps of Productivity (Jishuken)
17 Steps of Productivity (Jishuken)
Wednesday, November 04, 2009
Summary of the 14 Toyota Way Principles (Part 2)
Principle 8. Use only reliable, throughly tested technology that serves your people and processes.
- Use technology to support people, not to replace people. Often it is best to work out a process manually before adding technology to support the process.
- New technology is often unreliable and difficult to standardize and therefore endangers “flow.” A proven process that works generally takes precedence over new and untested technology.
- Conduct actual tests before adopting new technology in business processes, manufacturing systems, or products.
- Reject or modify technologies that conflict with your culture or that might disrupt stability, reliability, and predictability.
- Nevertheless, encourage your people to consider new technologies when looking into new approaches to work. Quickly implement a thoroughly considered technology if it has been proven in trials and it can improve flow in your processes.
Principle 9. Grow leaders who thoroughly understand the work, live the philosophy, and teach it to others.
- Grow leaders from within, rather than buying them from outside the organization.
- Do not view the leader’s job as simply accomplishing tasks and having good people skills. Leaders must be role models of the company’s philosophy and way of doing business.
- A good leader must understand the daily work in great detail so he or she can be the best teacher of your company’s philosophy.
- Create a strong, stable culture in which company values and beliefs are widely shared and lived out over a period of many years.
- Train exceptional individuals and teams to work within the corporate philosophy to achieve exceptional results. Work very hard to reinforce the culture continually.
- Use cross-functional teams to improve quality and productivity and enhance flow by solving difficult technical problems. Empowerment occurs when people use the company’s tools to improve the company.
- Make an ongoing effort to teach individuals how to work together as teams toward common goals. Teamwork is something that has to be learned.
- Have respect for your partners and suppliers and treat them as an extension of your business.
- Challenge your outside business partners to grow and develop. It shows that you value them. Set challenging targets and assist your partners in achieving them.
Principle 12. Go and see for yourself to thoroughly understand the situation (genchi genbutsu).
- Solve problems and improve processes by going to the source and personally observing and verifying data rather than theorizing on the basis of what other people or the computer screen tell you.
- Think and speak based on personally verified data.
- Even high-level managers and executives should go and see things for themselves, so they will have more than a superficial understanding of the situation.
Principle 13. Make decisions slowly by consensus, thoroughly considering all options; implement decisions rapidly (nemawashi).
- Do not pick a single direction and go down that one path until you have thoroughly considered alternatives. When you have picked, move quickly and continuosly down the path.
- Nemawashi is the process of discussing problems and potential solutions with all of those affected, to collect their ideas and get agreement on a path forward. This consensus process, though time-consuming, helps broaden the search for solutions, and once a decision is made, the stage is set for rapid implementation.
- Once you have established a stable process, use continuous improvement tools to determine the root cause of inefficiencies and apply effective countermeasures.
- Design processes that require almost no inventory. This will make wasted time and resources visible for all to see. Once waste is exposed, have employees use a continuous improvement process (kaizen) to eliminate it.
- Protect the organizational knowledge base by developing stable personnel, slow promotion, and very careful succession systems. Use hansei (reflection) at key milestones and after you finish a project to openly identify all the shortcomings of the project. Develop countermeasures to avoid the same mistakes again.
- Learn by standardizing the best practices, rather than reinventing the wheel with each new project and each new manager.
Monday, November 02, 2009
Summary of the 14 Toyota Way Principles (Part 1)
Section I: Long-Term Philosophy
Principle 1. Base your management decisions on a long-term philosophy, even at the expense of short-term financial goals.
- Have a philosophical sense of purpose that supersedes any short-term decision making. Work, grow, and align the whole organization toward a common purpose that is bigger than making money. Understand your place in the history of the company and work to bring the company to the next level. Your philosophical mission is the foundation for all the other principles.
- Generate value for the customer, society, and the economy—it is your starting point. Evaluate every function in the company in terms of its ability to achieve this.
- Be responsible. Strive to decide your own fate. Act with self-reliance and trust in your own abilities. Accept responsibility for your conduct and maintain and improve the skills that enable you to produce added value.
Section II: The Right Process Will Produce the Right Results
Principle 2. Create a continuous process flow to bring problems to the surface.
- Redesign work processes to achieve high value-added, continuous flow. Strive to cut back to zero the amount of time that any work project is sitting idle or waiting for someone to work on it.
- Create flow to move material and information fast as well as to link processes and people together so that problems surface right away.
- Make flow evident throughout your organizational culture. It is the key to a true continuous improvement process and to developing people.
- Provide your downline customers in the production process with what they want, when they want it, and in the amount they want. Material replenishment initiated by consumption is the basic principle of just-intime.
- Minimize your work in process and warehousing of inventory by stocking small amounts of each product and frequently restocking based on what the customer actually takes away.
- Be responsive to the day-by-day shifts in customer demand rather than relying on computer schedules and systems to track wasteful inventory.
Principle 4. Level out the workload (heijunka). (Work like the tortoise, not
the hare.)
- Eliminating waste is just one-third of the equation for making lean successful. Eliminating overburden to people and equipment and eliminating unevenness in the production schedule are just as important—yet generally not understood at companies attempting to implement lean principles.
- Work to level out the workload of all manufacturing and service processes as an alternative to the stop/start approach of working on projects in batches that is typical at most companies.
Principle 5. Build a culture of stopping to fix problems, to get quality right the first time.
- Quality for the customer drives your value proposition.
- Use all the modern quality assurance methods available.
- Build into your equipment the capability of detecting problems and
- stopping itself. Develop a visual system to alert team or project leaders that a machine or process needs assistance. Jidoka (machines with human intelligence) is the foundation for “building in” quality.
- Build into your organization support systems to quickly solve problems and put in place countermeasures.
- Build into your culture the philosophy of stopping or slowing down to get quality right the first time to enhance productivity in the long run.
- Use stable, repeatable methods everywhere to maintain the predictability, regular timing, and regular output of your processes. It is the foundation for flow and pull.
- Capture the accumulated learning about a process up to a point in time by standardizing today’s best practices. Allow creative and individual expression to improve upon the standard; then incorporate it into the new standard so that when a person moves on you can hand off the learning to the next person.
- Use simple visual indicators to help people determine immediately whether they are in a standard condition or deviating from it.
- Avoid using a computer screen when it moves the worker’s focus away from the workplace.
- Design simple visual systems at the place where the work is done, to support flow and pull.
- Reduce your reports to one piece of paper whenever possible, even for your most important financial decisions.
Sunday, November 01, 2009
The Toyota Way Is More than Tools and Techniques
What is wrong?
The real work of implementing Lean has just begun. Your workers do not understand the culture behind TPS. They are not contributing to the continuous improvement of the system or improving themselves. In the Toyota Way, it’s the people who bring the system to life: working, communicating, resolving issues, and growing together. From the first look at excellent companies in Japan practicing lean manufacturing, it was clear that the workers were active in making improvement suggestions. But the Toyota Way goes well beyond this; it encourages, supports, and in fact demands employee involvement.
The more I have studied TPS and the Toyota Way, the more I understand that it is a system designed to provide the tools for people to continually improve their work. The Toyota Way means more dependence on people, not less. It is a culture, even more than a set of efficiency and improvement techniques. You depend upon the workers to reduce inventory, identify hidden problems, and fix them. The workers have a sense of urgency, purpose, and teamwork because if they don’t fix it there will be an inventory outage. On a daily basis, engineers, skilled workers, quality specialist, vendors, team leaders, and—most importantly—operators are all involved in continuous problem solving and improvement, which over time trains everyone to become better problem solvers.
One lean tool that facilitates this teamwork is called 5S (sort, stabilize, shine, standardize, sustain, discussed in Chapter 13), which is a series of activities for eliminating wastes that contribute to errors, defects, and injuries. In this improvement method, the fifth S, sustain, is arguably the hardest. It’s the one that keeps
the first four S’s going by emphasizing the necessary education, training, and rewards needed to encourage workers to properly maintain and continuously improve operating procedures and the workplace environment. This effort requires a combination of committed management, proper training, and a culture that makes sustaining improvement a habitual behavior from the shop floor to management.
This chapter provides a synopsis of the 14 principles that constitute the Toyota Way. The principles are organized in four broad categories: 1) Long-Term Philosophy, 2) The Right Process Will Produce the Right Results (this utilizes many of the TPS tools), 3) Add Value to the Organization by Developing Your People, and 4) Continuously Solving Root Problems Drives Organizational Learning. Note that Part II of this book is also organized into these same four categories—the four “P’s” of the Toyota Way model in Chapter 1. In the following two chapters, I will demonstrate some of these 14 principles at work in the development of Lexus and Prius. If you would like to jump ahead to begin the detailed discussion of these 14 principles, you can skip to Chapter 7 now. However, I do advise that you peruse the principles below.
Next Page...
